




产品分类











服务中心
-

 行业标准Industry standard
行业标准Industry standard -
 技术服务technical service
技术服务technical service
-

 荣誉资质Honor qualification
荣誉资质Honor qualification -
 人力资源human resources
人力资源human resources

解决方案
-
 泛工业物联网解决方案目前大量工业现场数据化程度较高,但企业管理信息化水平较低,英威腾工业物联网针对物联网零基础的现场,可自助新建行业物联网实现生产及控制的数字化、智能化、网络化,提高制造效率,改善产品质量,降低产品成本和资源消耗,最终实现将传统工业提升到智能化的新阶段。同时,通过云服务平台,面向工业客户,融合云计算、大数据能力,助力传统工业企业转型。查看详情
泛工业物联网解决方案目前大量工业现场数据化程度较高,但企业管理信息化水平较低,英威腾工业物联网针对物联网零基础的现场,可自助新建行业物联网实现生产及控制的数字化、智能化、网络化,提高制造效率,改善产品质量,降低产品成本和资源消耗,最终实现将传统工业提升到智能化的新阶段。同时,通过云服务平台,面向工业客户,融合云计算、大数据能力,助力传统工业企业转型。查看详情 -
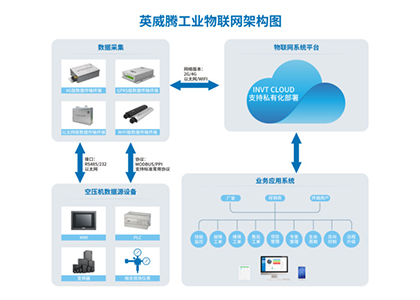 空压机物联网解决方案英威腾基于空压机行业十数年的技术及行业知识积累,针对性打造出一套应用于空压机物联网行业的物联网综合服务管理平台,集设备监控、设备管理、报表分析、设备反向控制于一体,致力于解决空压机行业因为设备供应商复杂、使用环境恶劣导致的各类管理问题,打造更轻松高效的设备管理运营体验!查看详情
空压机物联网解决方案英威腾基于空压机行业十数年的技术及行业知识积累,针对性打造出一套应用于空压机物联网行业的物联网综合服务管理平台,集设备监控、设备管理、报表分析、设备反向控制于一体,致力于解决空压机行业因为设备供应商复杂、使用环境恶劣导致的各类管理问题,打造更轻松高效的设备管理运营体验!查看详情 -
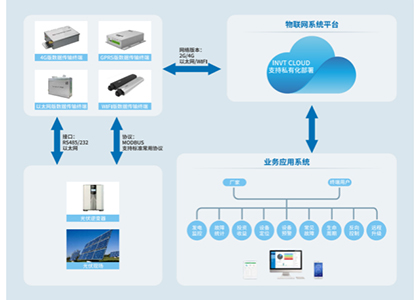 光伏物联网解决方案IMars InfoExpert是针对iMars光伏逆变器设计的一款支持电脑、手机和平板电脑的监控平台该平台集电站监控、电站管理、设备故障处理、电站发电量与投资收益数据分析等功能于一体,可为终端客户和分销商等客户提供专业的电站管理与智能运维方案。iMars InfoExpert用户界面友好,操作简单,功能齐全,是监控光伏并网发电系统的理想选择。查看详情
光伏物联网解决方案IMars InfoExpert是针对iMars光伏逆变器设计的一款支持电脑、手机和平板电脑的监控平台该平台集电站监控、电站管理、设备故障处理、电站发电量与投资收益数据分析等功能于一体,可为终端客户和分销商等客户提供专业的电站管理与智能运维方案。iMars InfoExpert用户界面友好,操作简单,功能齐全,是监控光伏并网发电系统的理想选择。查看详情

新闻资讯





关于科莱特

武汉科莱特变频自控技术有限公司成立于2003年,是一家集科、工、贸为一体的高新技术企业,拥有从工业控制自动化系统的设计、集成到工业控制自动化产品的销售、服务、维修等多方面的众多高新技术产品。公司实力雄厚,被授予“变频器专营商”的荣誉称号
公司业务覆盖高中低压变频器、伺服驱动控制器、UPS不间断电源、PLC逻辑编程设计、自动化产线过程控制、运动控制系统集成、智能驱动系统设计成套、机械自动化控制定制设计配套等众多高新产品,涉及英威腾、汇川、台达、西门子、ABB、安川、日立、施耐德、富士、三菱、宝米勒等国内外知名品牌。同时,公司设立维修中心,且拥有一支专业的维修队伍,凭借高效快捷的服务,已成为国内外知名品牌的定点联保和授权维修中心。
公司本着“人文科技,求实诚信,发展创新,以顾客为关注焦点”的企业理念和“创新标准,超越竞争”的追求,为用户提供最合适的产品和解决方案,满足用户在高效、节能、环保和总体成本控制方面的需求,并提供完善的全程跟踪服务。
在未来的经营中,学先进、找差距、抓管理、上水平。构建质量诚信体,质量赢得客户,信誉创造效益,追求卓越品牌。

联系科莱特

联系电话:
027-84777246/027-88316109
- 武汉科莱特变频自控技术有限公司
- 公司地址:湖北省武汉市武昌区千家街18号金涛铭座26楼B2602
- 联系电话:+86-027-84777246 / +86-027-88316117
- 销售24小时服务热线:13607131395
- 技术24小时服务热线:13387579833
- 公司邮箱:cnvvvf@163.com
- 邮编:430061

© 2016-2018 武汉科莱特变频自控技术有限公司 版权所有 / 工信部备案:鄂ICP备18017844号-1